


金轮机械厂家二十年致力于生产无卡旋切机、找圆机等产品
金轮机械厂家是一家山东知名企业,专注于生产无卡旋切机、找圆机等产品

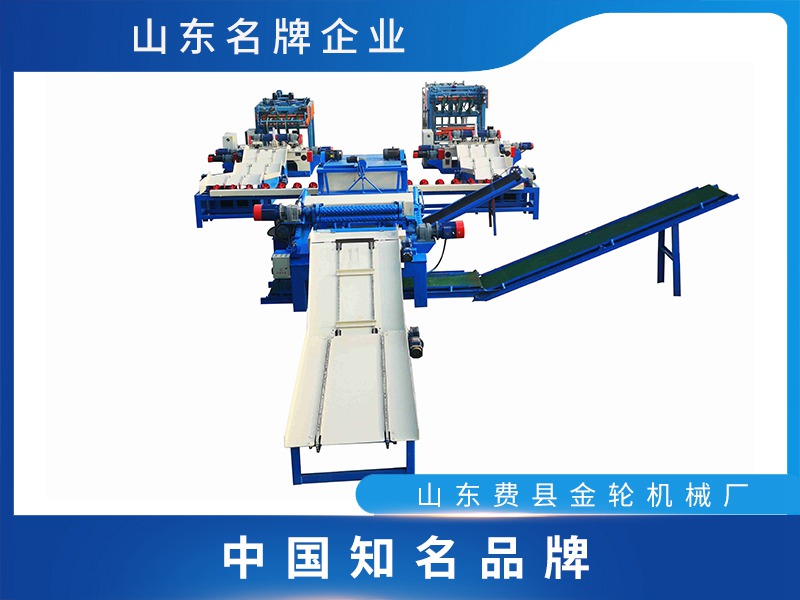
费县金轮机械厂始建于1999年,占地51亩,是国内大型专业旋切机制造商,自成立以来,公司本着依道德做人,按标准做事的宗旨,历经十几年的科研发展与创新,企业专注于生产有卡旋切机、无卡数控旋切机、剥皮找圆机,单板旋切流水线等产品,特别是在旋切机领域得到迅猛发展成为本行业的排头兵,通过欧盟CE认证的旋切机生产厂家,同时公司通过了ISO9000质量体系认证。
在2014年,公司生产的四大系列十几个型号的旋切机,金轮机械厂始终坚持依靠科技进步不断完善生产工艺已拥有国家专利28项,发明专利2项,外观设计1项,在2011年被评为,山东名牌产品产品质量性能在国内市场广受赞誉,占国内市场份额的10%左右,山东市场份额的40%左右,广销俄罗斯 蒙古 墨西哥,马来西亚 印尼 菲律宾,越南 泰国 巴勒斯坦 印度,土耳其 尼日利亚等30个国家,在日益激烈和严峻的市场形势下,金轮旋切机以精湛的技艺,高端的品质保持了优越的发展态势,公司先后荣获“省级守合同重信用企业”,临沂市“民营经济百强企业”,“山东名牌”,“山东明星企业”等荣誉称号。
以科技铸就辉煌,以创新开启未来,立足沂蒙 放眼未来,金轮机械厂,将以更加奋发有为的精神,在瞬息万变的市场大潮中急流勇进,努力开拓更加辉煌灿烂的明天。
金轮机械厂家研发新型无卡旋切机的视频介绍
旋切机使用说明书—单板宽度调节:单板宽度由电脑控制,从控制面板上予以调整,详见控制柜操作手册。..
旋切机使用说明书—常见机械故障及排除办法..
旋切机使用说明书—维护及注意事项:按照设备说明要求对旋切机进行所有的维护、润滑和清洁时,应切断电源,不要对任何带电部位进行工作,必须经过授权的负责人的许可,方能对总的安全规则进行修改,永远在第二者在场的情况下进行特定的危险作业..
旋切机使用说明书—木料旋切固定:把刀体后退至合适位置,把木头放到托木架上(上木料可以用人工或用吊车装),木头须放置在两边齐边刀中间,如果放置的木头偏向一侧,可以用木棒把木头向另一侧撬动。..
旋切机使用说明书—单辊的推荐参数:(1)单辊摆动的幅度以调节付轨确定。(2)旋切单板1.7㎜左右为例,建议使用刀高127㎜(双棍为直径125,距离上双辊顶端),单辊与上双辊高度差42-43㎜之间。刀缝在木头直径100mm时的刀缝在旋切厚度基础上加1mm.比如以旋切单板1.7㎜为例。..
旋切机使用说明书—设备的使用:本设备设计为专人操作;无资质的人员不许使用该设备!操作人员必须保证所有的防护和安全装置完整并处正常状态,为使操作手获得操作设备的必要知识,必须在专业人员在场的情况下,才能空机进行各种手动操作。..
旋切机使用说明书—智能数控装置使用说明:本装置结合从多厂家生产无卡轴旋切机的技术特长和广大用户现场使用经验及要求,采用现代先进微电子技术深入研制而成,本装置采用的器件品质精良,使用性能先进、稳定、可靠、节能、操作简单..
鲁豫同心,山河情深,洪水无情人有情,费县金轮机械厂愿尽全力驰援河南特大水灾,特在此发出声明:凡河南省厂家,无论是否为本厂机器,均免费上门提供旋切机维修检测服务,专业技术人员已时刻待命!接受电话预约! ..
旋切机使用说明书—旋切刀更换,花辊旋向的辨别,旋切刀使用一段时间以后,刃口会出现磨损,这时候会影响旋切木皮的质量,需要将旋切刀拆卸下来用磨刀机进行刃口磨削。磨完后按原来的刀高装上旋切刀。..
旋切机使用说明书—设备定位,电源连接:保证将旋切机固定在水平和坚固的地面上;地面必须能够安全承载设备重量;旋切机必须安装在照明良好的地方;..
设备在出厂前已经在工厂进行了检验试车,确保电控系和运动部件都工作正常。在检验过程中,对不同直径的原木均进行了旋切试验,达到了技术特性提出的要求。..
旋切机使用说明书—技术特性..
金轮机械的十大证书





















 鲁公网安备 37132502371451号
鲁公网安备 37132502371451号